Магнітно-порошкова дефектоскопія
Контроль тріщин на поверхні та виявлення підповерхневих дефектів у феромагнітних матеріалах
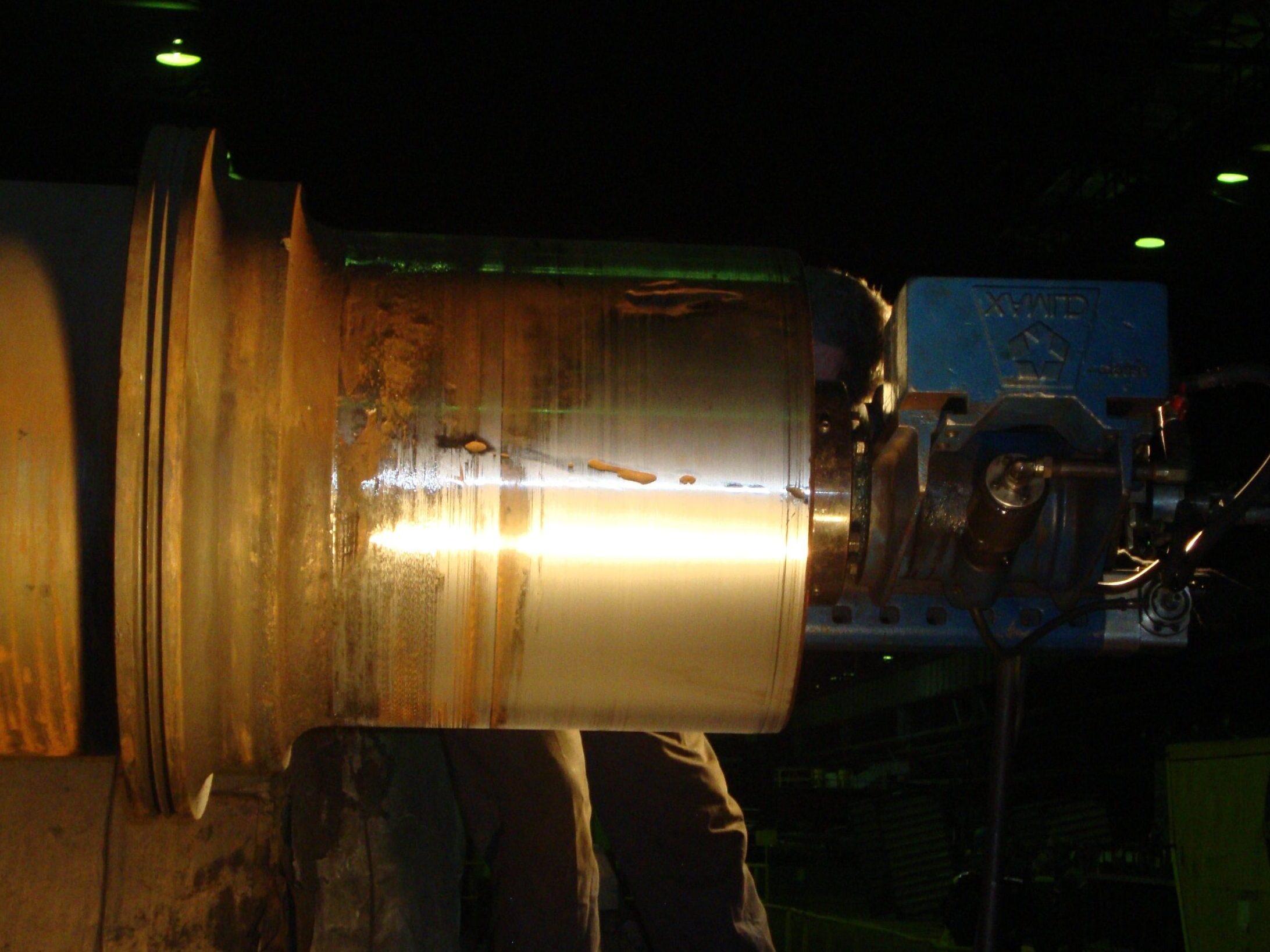
Ультразвуковий контроль
Виявлення внутрішніх дефектів у зварних з'єднаннях. Висока точність та надійність контролю

Кольорова дефектоскопія
Виявлення дрібних поверхневих тріщин і дефектів. Легкість застосування.